




Россия
Россия
В статье представлено моделирование промышленной установки получения 55 % раствора формалина производительностью 180 000 т/год в среде Aspen Plus. За основу принята схема окислительного дегид-рирования метанола на железо-молибденовом катализаторе (Formox-процесс), соответствующая параметрам агрегата КФ-3. Разработана расчетная модель, включающая узлы подготовки сырья, стехиометрический реактор синтеза, систему охлаждения контактного газа и абсорбционную колонну. Для описания газофазной стадии использовано уравнение состояния Пенг – Робинсона, для абсорбционной колонны – комбинированная модель NRTL-RK. С целью корректного учета поведения формальдегида в водной среде создан пользовательский компонент, описывающий его гидратированную форму, а также введен вспомогательный блок для приведения метиленгликоля к эквивалентной смеси формальдегида и воды при составлении материального баланса. Выполнен расчет материального баланса по основным компонентам процесса, подтверждена его замкнутость по входным и выходным потокам. Определены удельные расходы метанола, воды и воздуха на получение раствора формалина. Проведен тепловой анализ установки, установлено, что основной вклад в тепловую нагрузку вносит реакционная стадия и последующее охлаждение контактного газа. Полученные результаты могут быть использованы для под-бора аппаратурного оформления и оценки энергетических характеристик производства.
формалин, окислительное дегидрирование метанола, Aspen Plus, математическое моделирование; материально-тепловой баланс
Введение
Формальдегид является одним из основных многотоннажных нефтегазохимических продуктов и находит широкое применение в производстве смол, пластмасс, лекарственных средств и красителей [1, 2].
На 2025 г. мировой объем производства формальдегида оценивался в 23,05 млн т, с прогнозируемым ростом к 2030 г. до 29,81 млн т. При этом ключевой тенденцией развития отрасли является увеличение доли мощностей для технологий на металлооксидных катализаторах, в частности железо-молибденовых (ЖМК) [3, 4]. Технология окислительного дегидрирования метанола на ЖМК характеризуется более высокой селективностью, практически полной конверсией метанола и пониженным образованием побочных продуктов по сравнению с процессом на серебряном катализаторе [1, 5].
При проектировании крупнотоннажных производств возникает необходимость в точном расчете материальных и тепловых потоков не только реакторного узла, но и всей технологической схемы в целом. Сложность такого расчета обусловлена взаимосвязью всех стадий процесса: состав реакционной смеси определяет парциальные давления компонентов на входе в абсорбер, что, в свою очередь, влияет на требуемый расход абсорбента и полноту извлечения целевого продукта. Кроме того, тепловые эффекты реакций и фазовых переходов необходимо учитывать при выборе теплообменного оборудования. Современные инструменты компьютерного моделирования открывают широкие возможности для решения подобных задач. Работа с цифровой моделью технологического объекта позволяет эффективно исследовать его поведение в различных режимах функционирования, минимизируя временные и материальные ресурсы, необходимые для натурных экспериментов. В частности, подходы, основанные на моделировании и оптимизации температурного режима, описаны в ряде работ, посвященных определению оптимальной температуры в коксовых батареях [6] и для совершенствования схем обогрева с рециркуляцией газа, направленных на снижение выбросов NOₓ [7].
До настоящего времени в открытой литературе отсутствуют данные по моделированию Formox-процесса в средах CAE (Computer-aided engineering). В статье выполнено моделирование установки получения 55 % раствора формалина производительностью 180 000 т/год в среде Aspen Plus. Данный подход позволяет получить данные материальных и тепловых потоков, необходимые для дальнейшего подбора аппаратурного оформления и технико-экономических расчетов.
Целью исследования является разработка имитационной модели технологической схемы получения формалина и составление материально-теплового баланса установки.
Описание технологической схемы процесса получения формальдегида
За основу технологической схемы, моделируемой в статье, принят промышленный процесс производства формальдегида окислительным дегидрированием метанола на ЖМК (Formox-процесс). Выбор мощности установки – 180 000 т 55 % раствора формалина в год – ориентирован на показатели работы агрегата КФ-3, эксплуатируемого на предприятии «Метафракс Кемикалс» (г. Губаха) [8].
Принципиальная технологическая схема, принятая за основу для моделирования, представлена на рис. 1 [9].
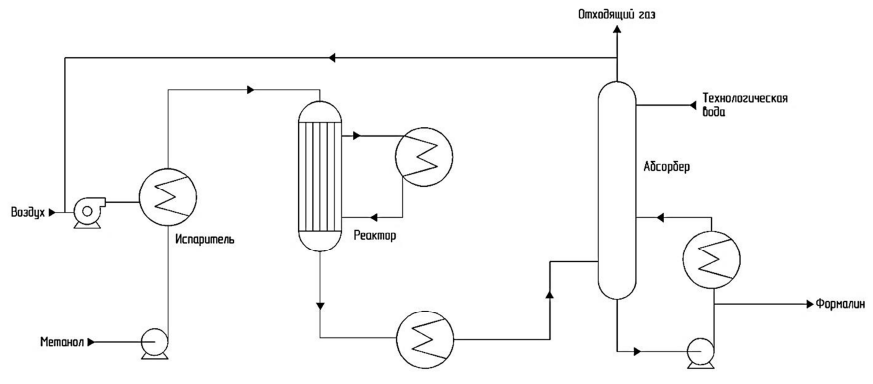
Рис. 1. Принципиальная технологическая схема производства формальдегида на железо-молибденовом катализаторе [9]
Fig. 1. Basic technological scheme for the production of formaldehyde on an iron-molybdenum catalyst [9]
Исходный метанол полностью испаряется, после чего смешивается с воздухом (и при необходимости с рециркулирующим отходящим газом). Полная газификация является обязательным условием, т. к. попадание жидкого метанола на ЖМК вызывает дезактивацию катализатора. Реакционная смесь поступает в трубчатый реактор с неподвижным слоем катализатора. Тепло экзотермической реакции отводится высококипящим теплоносителем, циркулирующим в межтрубном пространстве, что обеспечивает изотермический режим (350–390 °C). После реактора газы охлаждаются и направляются в абсорбционную колонну, где формальдегид поглощается водой с получением 55 % товарного раствора. Согласно промышленным данным, конверсия метанола достигает 95–99 мол. %, селективность – 92–94 %, остаточное содержание метанола в продукте – 0,5–1,5 масс. % [5, 9].
Выбор термодинамического метода свойств
В реакторе процесс протекает при температуре 350–370 °C и давлении до 3 атм. При указанных условиях система находится в газовой фазе.
Для описания термодинамических свойств системы использовалась модификация уравнения Ван-дер-Ваальса – кубическое уравнение состояния Пенг – Робинсона. Оно обеспечивает точность расчета термодинамических свойств многокомпонентных газовых смесей органических и неорганических соединений в широком диапазоне температур и является промышленным стандартом для моделирования газофазных процессов нефтехимических и органических производств [10]:
где a – параметр, отвечающий за силы притяжения между молекулами; b – параметр, который учитывает поправку на собственный объем молекул; Vm – молярный объем; R – универсальная газовая постоянная; T – температура.
В абсорбционной колонне происходит поглощение формальдегида водой с образованием раствора формалина. В данной зоне формируется жидкая фаза, представленная системой «вода – формальдегид – метанол», характеризующаяся высокой полярностью. Наличие водородных связей и ассоциированных форм существенно усиливает отклонения от идеальности, поэтому применение кубических уравнений состояния в таких условиях приводит к занижению коэффициентов активности и, как следствие, к погрешностям в расчете фазового равновесия и состава кубового продукта.
Для корректного описания жидкофазной системы в абсорбере использована комбинированная модель NRTL-RK. В данной модели уравнение состояния NRTL (Non-Random Two-Liquid) применяется для расчета коэффициентов активности жидкой фазы и описания водно-органической системы с выраженными отклонениями от идеальности, а уравнение состояния RK (Redlich-Kwong) используется для описания паровой фазы и обеспечивает согласованность расчетов фазового равновесия. Данный термодинамический пакет применим при низком давлении (до 10 атм), согласно рекомендациям базы данных Aspen Plus V12 (Aspen Help).
При моделировании стадии абсорбции формальдегида было установлено, что стандартная база компонентов Aspen Plus не обеспечивает корректного описания системы при повышенных концентрациях формальдегида. Это обусловлено тем, что формальдегид в водных растворах существует не только в молекулярной форме, но и в виде ассоциированных структур. В водной среде протекает обратимая реакция гидратации:
CH2O + H2O ⇌ CH2(OH)2
Отсутствие учета гидратной формы формальдегида (метиленгликоля) в расчетной модели приводит к занижению растворимости формальдегида и искажению профиля распределения компонентов по высоте абсорбционной колонны. Поэтому с целью повышения адекватности модели был создан пользовательский компонент, описывающий формальдегид в гидратированной форме. В модуле задания спецификации компонентов для метиленгликоля была предложена его молекулярная структура и молярная масса.
Разработка модели в Aspen Plus
Была разработана расчетная технологическая схема получения 55 % раствора формалина в среде Aspen Plus (рис. 2). Структура модели соответствует последовательности основных стадий процесса: подготовка сырья, каталитическое окисление метанола, охлаждение газовой смеси и абсорбция формальдегида.
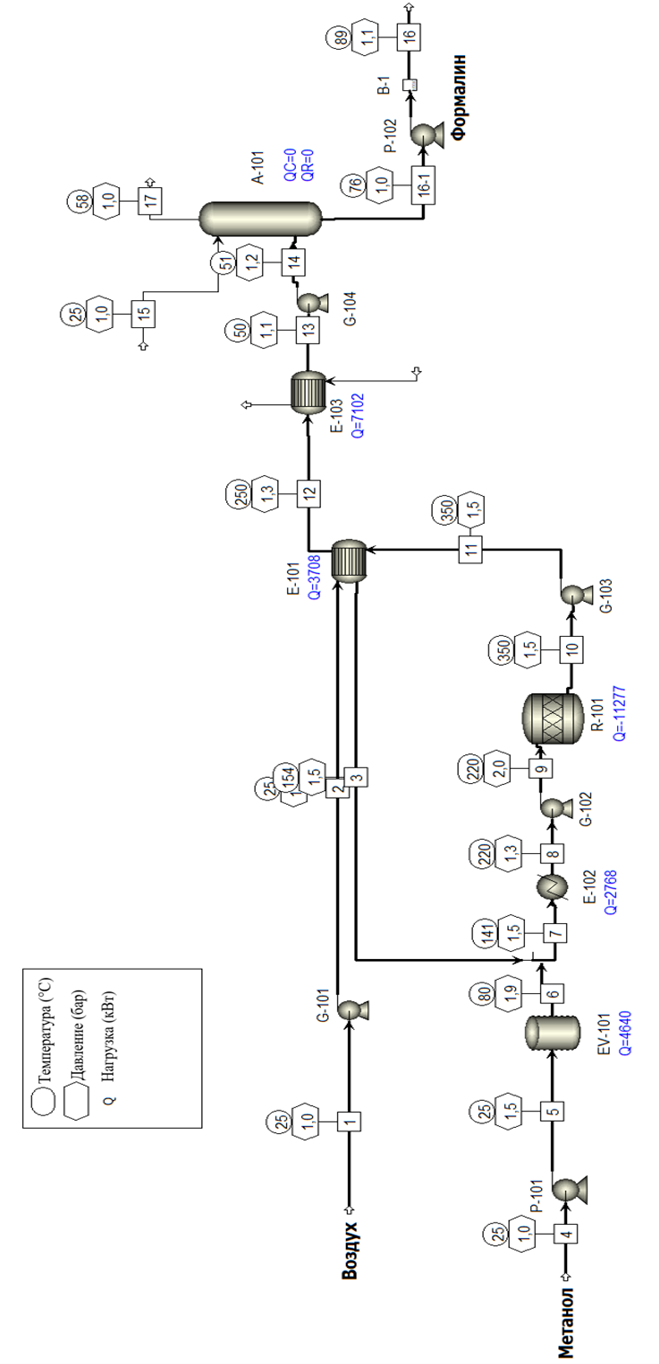
Рис. 2. Технологическая схема производства формалина в Aspen Plus: 1 – свежий поток воздуха; 2 – поток воздуха после газодувки;
3 – поток воздуха, нагретый реакционной смесью в рекуперативном теплообменнике; 4 – свежий метанол; 5 – поток метанола в испаритель; 6 – газообразный метанол;
7 – метаноло-воздушная смесь; 8 – нагретый поток метаноло-воздушной смеси; 9 – поток метаноло-воздушной смеси в реактор; 10 – реакционная смесь в газодувку;
11 – реакционная смесь в рекуперативный теплообменник; 12 – охлажденная в рекуперативном теплообменнике реакционная смесь в холодильник;
13 – охлажденная реакционная смесь в газодувку; 14 – охлажденная реакционная смесь на абсорбцию; 15 – вода на абсорбер;
16, 16-1 – формалин из абсорбера; 17 – отходящие газы из абсорбера
Fig. 2. Technological scheme of formalin production in Aspen Plus: 1 – fresh air flow; 2 – air flow after gas blowing;
3 – the air flow heated by the reaction mixture in the regenerative heat exchanger; 4 – fresh methanol; 5 – the flow of methanol into the evaporator; 6 – gaseous methanol;
7 – methanol-air mixture; 8 – heated flow of the methanol-air mixture; 9 – flow of the methanol-air mixture into the reactor; 10 – reaction mixture into the blower;
11 – reaction mixture in a regenerative heat exchanger; 12 – reaction mixture cooled in a regenerative heat exchanger in a refrigerator; 13 – cooled reaction mixture to the blower;
14 – cooled reaction mixture for absorption; 15 – water to the absorber; 16, 16-1 – formalin from the absorber; 17 – exhaust gases from the absorber
Метанол подается насосом Р-101 в испаритель EV-101, где он переходит в паровую фазу, воздух – газодувкой G-101, обеспечивающей необходимое давление в системе, газовые потоки метанола
и воздуха смешиваются и нагреваются в теплообменнике E-101.
Реактор синтеза формальдегида R-101 представлен блоком RStoic – стехиометрическим реактором, учитывающим конверсию по каждой заданной реакции и рассчитывающим селективность и теплоты протекающих реакций (рис. 3).

Рис. 3. Окно настройки реакций в блоке R-101
Fig. 3. Reaction setup window in the R-101 block
Степень превращения метанола по целевой реакции принималась, равной 0,98, что соответствует промышленным показателям по ЖМК. Для побочных реакций задавались степени превращения 0,005, что позволило учесть образование побочных продуктов без избыточного усложнения модели.
После реактора синтеза газовый поток сначала направляется в систему теплообменников (E-102, E-103), где происходит охлаждение смеси, а затем подается в абсорбционную колонну А-101. В качестве абсорбента используется вода, расход которой подбирается в соответствии с заданной концентрацией формальдегида. Из верхней части колонны отводятся инертные газы, из нижней – целевой продукт – формалин. Внутри колонны задана равновесная реакция образования метиленгликоля. Для обеспечения корректного покомпонентного учета при составлении материального баланса в расчетную схему введен блок B-1, в котором метиленгликоль приводится к эквивалентной смеси формальдегида и воды.
Материальный баланс и тепловые нагрузки установки
Материальный баланс рассчитывался по всем исходным веществам и продуктам процесса: метанолу, формальдегиду, воде, кислороду, оксиду углерода и диоксиду углерода. Входными потоками установки являются метанол и воздух, в качестве абсорбента используется вода (табл. 1).
Таблица 1
Table 1
Материальный баланс установки
The material balance of theplant
|
Потоки Состав |
1 |
4 |
15 |
16 |
17 |
|
Воздух |
Метанол |
Вода на абсорбер |
Формалин |
Отходящие газы |
|
|
CH3OH |
– |
12 560,53 |
– |
19,01 |
232,20 |
|
O2 |
23 707,27 |
– |
– |
4,76 |
17 494,87 |
|
CH2O |
– |
– |
– |
11 311,10 |
2,18 |
|
H2O |
– |
– |
15 062,23 |
9 222,87 |
12 730,61 |
|
CO |
– |
– |
– |
0,01 |
53,53 |
|
НCОOН |
– |
– |
– |
33,47 |
54,94 |
|
Метиленгликоль |
– |
– |
– |
– |
170,49 |
|
Σ вход, кг/ч |
51 330,03 |
– |
|||
|
Σ выход, кг/ч |
– |
51 330,03 |
|||
На основании материального баланса определены удельные показатели установки:
– удельный расход метанола – 0,610 т/т 55 % формалина;
– удельный расход воды на абсорбцию – 0,731 т/т продукта;
– удельный расход воздуха – 4,94 т/т продукта.
В результате расчета материального баланса получен концентрированный раствор формальдегида (табл. 2). Качество целевого продукта принято в соответствии с требованиями ТУ 2417-041-00203803-2016 [11].
Таблица 2
Table 2
Состав 55 % раствора формалина
Composition of 55% formalin solution
|
Компонент |
Массовая доля, % |
|
CH3OH |
0,321 |
|
CH2O |
54,908 |
|
H2O |
44,771 |
Тепловые нагрузки аппаратов установки приведены в табл. 3 и определены по результатам моделирования на основе рассчитанных значений тепловых потоков.
Таблица 3
Table 3
Тепловые нагрузки аппаратов
Thermal loads of the devices
|
Аппарат |
Тип |
Q, кВт |
Знак |
Характер теплового эффекта |
|
EV-101 |
Испаритель |
4 640 |
+ |
Подвод тепла (нагрев потока) |
|
E-101 |
Теплообменник |
7 101 |
−/+ |
Нагрев потока воздуха потоком, |
|
E-102 |
Теплообменник |
2 768 |
+ |
Подвод тепла (нагрев потока) |
|
E-103 |
Теплообменник |
7 101 |
− |
Отвод тепла в охлаждающую среду |
|
R-101 |
Реактор |
11 277 |
− |
Отвод тепла (экзотермическая реакция, |
Подвод тепла осуществляется в испарителе EV-101 и теплообменнике E-102 для обеспечения требуемых температурных параметров сырьевых потоков. В реакторе R-101 реализуется экзотермическая реакция окисления метанола, сопровождающаяся выделением 11,28 МВт тепла, что требует организованного теплоотвода. Частичная рекуперация тепла реакционного потока осуществляется в теплообменнике E-101, где тепло горячего газа используется для нагрева воздушного потока. Дополнительный отвод тепла производится в теплообменнике E-103.
Заключение
Разработана комплексная модель промышленной установки получения 55 % раствора формалина производительностью 180 000 т/год, обеспечивающая воспроизведение основных стадий процесса. Выбор термодинамических моделей для различных участков схемы обоснован необходимостью в корректном описании фазового равновесия. Выполнен расчет материального баланса, определены удельные расходы сырья и абсорбента, необходимые для достижения требуемой концентрации продукта. Установлено, что основной вклад в тепловую нагрузку вносит реакционный узел и на стадии последующего охлаждения газа перед абсорбцией. Полученные данные позволяют оценить потенциал энергопотребления установки. Разработанная модель может быть использована для подбора расходных коэффициентов сырья и абсорбента, оценки влияния технологических параметров на выход и энергетическую эффективность производства, а также результаты могут быть применены для дальнейшей оптимизации установок аналогичной мощности.
1. Кинди А. Дж., Парриш У. З., Маккартни Д. Осно-вы переработки природного газа / пер. с англ. яз. 2-го изд. под ред. О. П. Лыкова, И. А. Голубевой. СПб.: ЦОП “Проффесия”, 2014. 6664 с.
2. ООО «Газпром добыча Астрахань». Технический справочник по Астраханскому газовому комплексу / под ред. Г. С. Пономарева, М. М. Баранова. Астрахань: Нова, 2017. 189 с.
3. Keckler D. Surfer for Windows. User`s Guide. Golden Software, Inc., 1997. 264 p.
4. Мальцев К. А. Основы работы в программе Surfer 7.0: учеб.-метод. пособие. Казань: Изд-во Казан. гос. ун-та, 2008. 24 с.
5. Свидетельство о регистрации программы для ЭВМ № 2001610970 Рос. Федерация. Анализ расхода абсорбента на установках сероочистки / Тараканов Г. В., Прохоров Е. М., Чудиевич Д. А., Пестовников О. Д., Рожков В. Н., Шевелев А. Е.; 07.08.2001.
