




Россия
Россия
УДК 547.54 Производные серной, сернистой и тиосерной кислот углеводородов бензольного ряда. Производные азотной и азотистой кислот
В статье представлено моделирование установки синтеза пара-толуолсульфокислоты (п-толуолсульфокислоты) на основе реакции сульфирования толуола концентрированной серной кислотой. Разработана технологическая схема периодического процесса производительностью 200 т/год по моногидрату п-толуолсульфокислоты с замкнутыми рециклами толуола и серной кислоты, которая ориентирована на пилотную и малотоннажную реализацию при снижении расхода свежих реагентов. Модель выполнена в программной среде Aspen Plus с использованием электролитного термодинамического пакета ELECNRTL, позволяющего корректно описывать термодинамические свойства и фазовое равновесие сильно неидеальной системы «вода – серная кислота – органическая фаза» при высоких концентрациях электролита. Компонентный состав включает толуол, воду и серную кислоту как базовые компоненты, а орто- и пара-толуолсульфокислоты заданы как пользовательские соединения. Стадия синтеза представлена стехиометрическим реактором с учетом образования смеси изомеров, далее последовательно реализованы охлаждение и фазовое разделение с возвратом толуола в контур, регулирование концентрации серной кислоты до диапазона, обеспечивающего выделение гидрата, а также кристаллизация моногидрата п-толуолсульфокислоты с последующей фильтрацией и промывкой кристаллов раствором серной кислоты для удаления растворенных изомерных примесей в продукте. Маточные растворы после фильтрации направляются в блок регенерации, который включает гидролиз остаточных сульфокислот до толуола и серной кислоты, разделение фаз и концентрирование серной кислоты с возвратом регенерированных потоков в стадию синтеза. Выполнен расчет материального баланса для одного производственного цикла, обеспечено получение целевого продукта с массовой долей моногидрата п-толуолсульфокислоты 98,9 %.
п-толуолсульфокислота, моделирование, сульфирование толуола, Aspen Plus, материальный баланс
Введение
Пара-толуолсульфокислота (п-ТСК) относится к числу наиболее востребованных сильных органических кислот, применяемых в качестве катализатора и реагента в широком спектре процессов органического синтеза. Вещество представляет собой устойчивый твердый кристаллический гидрат, который характеризуется низкой летучестью и технологическим удобством обращения, что упрощает дозирование, отделение от реакционных сред и последующую регенерацию. По кислотности п-ТСК существенно превосходит ароматические карбоновые кислоты, при этом, в отличие от ряда минеральных кислот, не проявляет окислительных свойств, что снижает риск побочных превращений [1]. Совокупность указанных свойств определяет ее применение как в классических кислотно-катализируемых превращениях, так и в конденсациях с циклизацией при построении гетероциклических систем, а также в реакциях формирования C–C-связей [2].
В рамках нацпроекта «Новые материалы и химия» п-ТСК фигурирует в составе производственной цепочки «ацетилен, бутандиол, производные МАН». Такое включение указывает на ее роль как опорного промежуточного реагента, востребованного в ряде ключевых направлений химического производства в России. Одновременно это отражает ориентацию федерального проекта на импортозамещение и формирование замкнутых технологических контуров.
Промышленное получение п-ТСК основано на реакции сульфирования толуола, при которой в качестве сульфирующего агента могут использоваться концентрированная серная кислота, олеум, триоксид серы и другие реагенты, приводящие к образованию смеси изомерных толуолсульфокислот с последующим выделением и очисткой целевого пара-изомера. В статье в качестве базового варианта синтеза рассматривается система «толуол – серная кислота», поскольку она опирается на доступное и массовое сырье, не требует обращения с высокореакционноспособными и более опасными агентами – свободный SO3 или хлорсульфоновая кислота, а также позволяет реализовать процесс в аппаратурном оформлении, характерном для отечественных производственных площадок.
Целью статьи является разработка модели синтеза п-ТСК для расчета материального баланса процесса.
Описание модели синтеза п-толуолсульфокислоты
Производительность для расчетной модели выбиралась исходя из назначения технологии, как пилотной периодической установки, предназначенной для отработки режимов синтеза и стадий разделения, проверки устойчивости рециклов по толуолу и серной кислоте, а также оценки образования и обращения с маточными растворами. В качестве целевого ориентира принята производительность 200 т/год по п-ТСК (в форме моногидрата), что соответствует реалистичному уровню малотоннажного выпуска и при этом позволяет применять аппаратурные решения, сопоставимые с промышленной практикой кристаллизации и фильтрации. Производительность была приведена к выпуску на один производственный цикл (606 кг/цикл), данный цикл принят равным 24 часам. Полученные в модели расходы обозначены как средние значения за партию и представлены в «кг/цикл» для периодического процесса. На рисунке отображена технологическая схема получения п-ТСК.
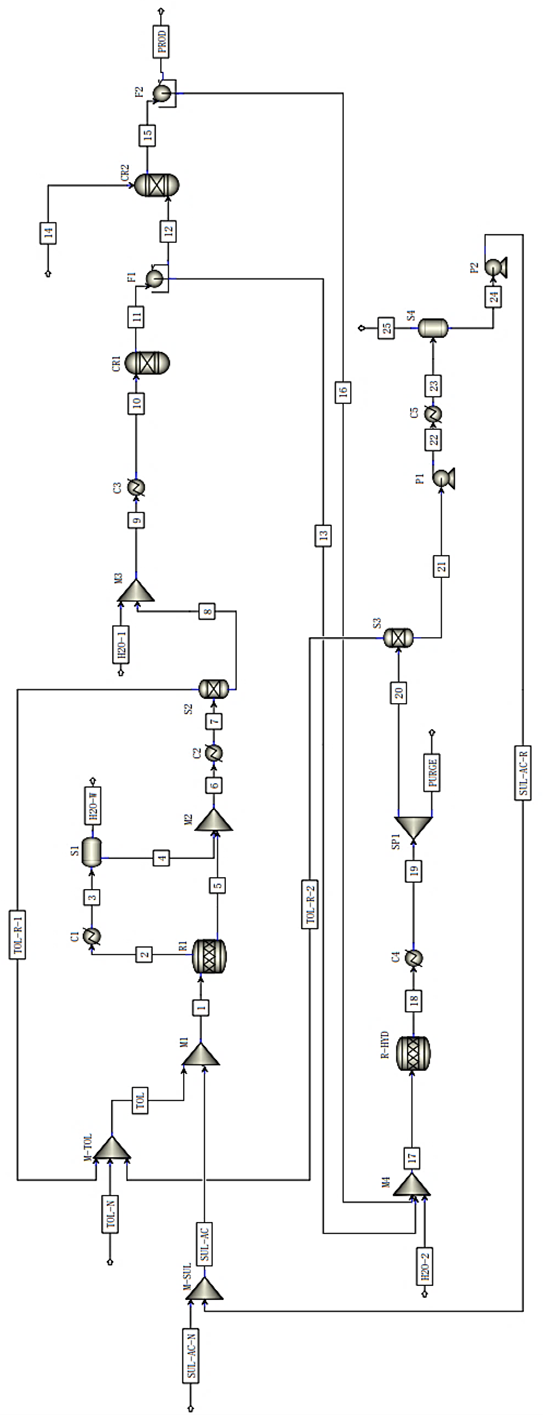
Модель синтеза и очистки п-толуолсульфокислоты в Aspen Plus: M-SUL – смеситель свежей и регенерированной серной кислоты;
M-TOL – смеситель свежего и возвратного толуола; R1 – реактор сульфирования; C1-C3 – холодильники; S1-S3 – сепараторы; M1-M4 – смесители технологический потоков; CR1 – кристаллизатор для выделения моногидрата п-ТСК; CR2 – аппарат для промывки кристаллов; F1 и F2 – фильтры;
R-HYD – реактор гидролиза остаточных сульфокислот; SP1 – делитель потока; P1 и P2 – насосы; С4 и S4 – узел концентрирования серной кислоты (отгон воды);
SUL-AC-N – свежий поток серной кислоты (94 масс. % H2SO4); TOL-N – свежий поток толуола; H2O-1 – вода для регулирования концентрации серной кислоты
перед стадией кристаллизации; SUL-AC-F – промывной раствор серной кислоты (80 масс. % H2SO4); H2O-2 – вода для гидролиза сульфокислот;
H2O-OUT-1 – водный конденсат, образующийся при отгонке воды в реакционном узле; PROD – продуктовый поток;
H2O-OUT-2 – вода, удаляемая при вакуумном концентрировании серной кислоты; IMP – отводимый поток из контура для удаления накопленных примесей;
TOL-R-1 и TOL-R-2 – потоки рецикла толуола; SUL-AC-R – поток рецикла серной кислоты; 1–22 – промежуточные потоки
Model of synthesis and purification of p-toluene sulfonic acid in Aspen Plus: M-SUL – mixer of fresh and regenerated sulfuric acid; M-TOL – mixer of fresh and returnable
toluene; R1 – sulfonation reactor; C1-C3 – refrigerators; S1-S3 – separators; M1-M4 – process flow mixers; CR1 is a crystallizer for the isolation of p-toluenesulfonic acid
monohydrate; CR2 – crystal washing machine; F1 and F2 – filters; R-HYD – reactor for hydrolysis of residual sulfonic acids; SP1 – flow divider; P1 and P2 – pumps;
C4 and S4 – sulfuric acid concentration unit (water distillation); SUL-AC-N is a fresh stream of sulfuric acid (94 wt. % H2SO4); TOL-N – fresh toluene stream;
H2O-1 is water for regulating the concentration of sulfuric acid before the crystallization stage; SUL-AC-F is a sulfuric acid washing solution (80 wt. % H2SO4);
H2O-2 – water for hydrolysis of sulfonic acids; H2O-OUT-1 is an aqueous condensate formed during the distillation of water in the reaction unit; PROD – product stream;
H2O-OUT-2 – water removed during vacuum concentration of sulfuric acid; IMP – diverted flow from the circuit to remove accumulated impurities;
TOL-R-1 and TOL-R-2 are toluene recycling streams; SUL-AC-R is sulfuric acid recycling stream; 1–22 – intermediate streams
Процесс включает стадию сульфирования толуола серной кислотой при повышенной температуре в присутствии избытка толуола, охлаждение и фазовое разделение, кристаллизацию п-ТСК в форме моногидрата, фильтрацию и промывку осадка раствором серной кислоты, а также блок регенерации маточных растворов с возвратом толуола и серной кислоты в схему.
Выбор термодинамического пакета в Aspen Plus определялся тем, что рабочая среда представляет собой сильно неидеальную смесь «вода – серная кислота» с высоким содержанием электролита, в контакте с органической фазой (толуол) и растворенными органическими кислотами (о- и п-толуолсульфокислотами). Для корректного описания активности компонентов, распределения между органической и кислотной фазами, а также свойств концентрированных растворов серной кислоты, предпочтительны электролитные модели. В исследовании использован пакет ELECNRTL как наиболее уместный компромисс между физической обоснованностью и доступностью параметров для систем «серная кислота – вода». Компонентный состав модели включает толуол, воду и серную кислоту как базовые библиотечные компоненты, а о- и п-толуолсульфокислоты введены как пользовательские «conventional» компоненты.
Условия стадии синтеза (температурный интервал и соотношения реагентов, а также селективности по пара- и орто-изомеру) были приняты по патенту [3], в котором сульфирование ведут при 105–115 °C в присутствии избытка толуола, указывают мольное соотношение толуола и серной кислоты в интервале порядка 1,5–3. Из-за сложности кинетики сульфирования толуола синтез задан через стехиометрический реактор RStoic.
В части технологической логики выделения и обращения с маточными растворами использованы принципы, описанные в патенте [4], где п-ТСК получают в виде гидрата, промывают кристаллы раствором серной кислоты, маточные растворы объединяют и при необходимости подвергают термообработке или доосаждению, а остаточные сульфокислоты гидролизуют до толуола и серной кислоты с дальнейшей регенерацией кислоты и рециклом толуола.
Стадия сульфирования в модели начинается с узлов смешения свежего компонента с рециклом для толуола и серной кислоты (94 %-й раствор H2SO4). Смешение реализовано блоком MIXER с получением исходной реакционной смеси. После смешения поток направляется в реактор RStoic, в котором заданы основные реакции образования толуолсульфокислот. Принята рабочая температура около 110 °C, что обеспечивает в модели режим, соответствующий кипению толуола и воды при атмосферном давлении. Толуол и вода отгоняются в насадку, где происходит разделение фаз, и толуол возвращается обратно в реакционную смесь.
После реактора смесь подвергается охлаждению и направляется в узел фазового разделения. Задача первой стадии разделения – вернуть толуол в рецикл и отделить водно-сернокислую фазу, содержащую образовавшиеся сульфокислоты. В Aspen Plus это реализовано c помощью холодильника и сепаратора. После сульфирования при охлаждении смесь приобретает выраженную двухфазность, где органическая фаза обогащена толуолом, а кислотная фаза содержит H2SO4, воду и растворенные толуолсульфокислоты.
Для удобного выделения гидрата концентрацию серной кислоты целесообразно доводить до 60–75 %, т. к. в первом шаге обычно кристаллизуют не весь возможный продукт (ограничиваются уровнем, обеспечивающим хорошую фильтрацию), а затем проводят промывку кристаллов раствором серной кислоты [5]. Подготовка раствора к кристаллизации в модели реализована через узел смешения с водой, что позволяет регулировать массовую долю H2SO4 до требуемого диапазона. Охлаждение приводит к кристаллизации моногидрата п-ТСК (п-ТСК·H2O).
Кристаллизация п-ТСК·H2O реализована через блок RStoic, работающий при температуре 25 °C, где задано превращение растворенной п-ТСК в твердый моногидрат с потреблением стехиометрического количества воды. Это допущение удобно тем, что автоматически соблюдает ограничение по воде: количество образуемого моногидрата не может превышать количество доступной воды (в молях). Далее суспензия направляется на фильтр (модель FILTER в режиме solids separator), где задается разделение твердой и жидкой фаз с указанием доли твердого вещества, уходящего в осадок, и удержания жидкости в осадке. Полученный осадок затем поступает на стадию промывки. Промывку целесообразно вести раствором 80 % серной кислоты в минимально достаточном количестве, чтобы эффективно удалить растворенные изомерные примеси, но не растворять существенную часть продукта и существенно не увеличивать объем маточных растворов.
В модели промывка реализована как смешение осадка с промывочной кислотой при контролируемой температуре, после чего смесь поступает на второй фильтр для отделения промытого продукта от промывного фильтрата.
Маточные растворы после первой и второй фильтрации содержат смесь серной кислоты, воды и растворенных изомерных толуолсульфокислот. В патенте [4] предложено объединять маточный раствор и промывные стоки, затем проводить термообработку (в диапазоне 120–160 °C с выдержкой по времени) и повторную кристаллизацию гидрата, а остаточный маточник при необходимости гидролизовать с получением толуола и серной кислоты, которые возвращаются в процесс после регенерации кислоты, также допускается слив небольшой доли кислоты для предотвращения накопления органических примесей.
В данной работе реализован вариант, где маточные растворы после отделения продукта направляются не на отдельную стадию кристаллизации, а в узел регенерации, где растворенные толуолсульфокислоты расщепляются гидролизом до толуола и серной кислоты, так было сделано, т. к. по материальному балансу схемы количество п-ТСК было небольшим. Гидролиз возвращает толуол и восстанавливает кислоту, снижая потребность в свежих реагентах, а риск накопления органических примесей контролируется делителем потока (SP1), который выводит часть потока (Purge) из схемы.
Узел гидролиза в Aspen реализован реактором RStoic при повышенной температуре – 185 °C, где задана обратная реакция гидролиза толуолсульфокислот с образованием толуола и серной кислоты. Далее реакционную смесь разделяют на две фазы: толуол возвращают в реактор (R1), а серную кислоту концентрируют до 94 % при пониженном давлении и возвращают на стадию синтеза.
Материальный баланс схемы
Материальный баланс схемы составлен для одного производственного цикла, который в рамках принятой периодической постановки соответствует суточной работе установки. В качестве входных потоков в схему подаются толуол, раствор серной кислоты и вода, необходимая для поддержания требуемой концентрации кислотной среды.
Выходные потоки представлены целевым продуктом и водными потоками, а также потоком PURGE, который необходимым для предотвращения накопления органических примесей в замкнутом кислотном контуре. В продуктовом потоке (PROD) выводится основная масса п-ТСК в форме моногидрата, содержание п-ТСК·H2O 98,9 масс. %. В таблице представлен материальный баланс входящих и выходящих с установки потоков.
Материальный баланс схемы получения п-толуолсульфокислоты
The material balance of the scheme for obtaining p-toluenesulfonic acid
|
Параметр |
Входные потоки |
Выходные потоки |
|||||||
|
SUL-AC-N |
TOL-N |
H2O-1 |
14 |
H2O-2 |
H2O-W |
PROD |
25 |
PURGE |
|
|
Температура, °С |
25 |
25 |
25 |
25 |
25 |
30 |
25 |
99,61 |
25 |
|
Давление, Па |
101 325 |
101 325 |
101 325 |
101 325 |
101 325 |
101 325 |
101 325 |
26 000 |
101 325 |
|
Массовый |
0 |
298,75 |
0 |
0 |
0 |
0,05 |
0,07 |
0,90 |
6,78 |
|
Массовый |
248,56 |
0 |
0 |
80,00 |
0 |
0 |
4,18 |
0,01 |
14,66 |
|
Массовый |
15,87 |
0 |
21,89 |
20,00 |
51,19 |
85,57 |
0,59 |
20,87 |
2,06 |
|
Массовый |
0 |
0 |
0 |
0 |
0 |
0 |
1,43 |
0 |
0 |
|
Массовый |
0 |
0 |
0 |
0 |
0 |
0 |
599,08 |
0 |
0 |
|
Массовый |
264,43 |
298,76 |
21,89 |
100,00 |
51,19 |
85,63 |
605,36 |
21,79 |
23,49 |
|
Суммарный |
736,27 |
||||||||
Суммарные значения массового расхода, кг/цикл, показывают, что общая масса входящих потоков сопоставима с суммарной массой выходящих потоков. Значительная часть реагентов находится в циркуляции и возвращается в процесс, тогда как из схемы выводится преимущественно целевой продукт и вода.
Заключение
Предложенная технологическая схема в Aspen Plus обеспечивает высокий уровень замыкания материальных потоков за счет возврата толуола и регенерированной серной кислоты в стадию синтеза. Такое построение контура приводит к минимизации образования отходов и снижению суммарной потребности в свежем сырье, прежде всего, в толуоле и серной кислоте, что является ключевым преимуществом схемы при пилотном и последующем промышленном масштабировании.
Модель демонстрирует принципиальную реализуемость получения и выделения п-ТСК без применения дополнительных органических растворителей (например соляной кислоты, этанола и др.). Отказ от вспомогательных растворителей сокращает число стадий разделения и регенерации.
При построении расчетной схемы использованы допущения, обусловленные ограниченной доступностью термодинамических данных, прежде всего, по растворимости моногидрата п-ТСК в водно-сернокислых растворах. Несмотря на это, выбранный подход позволяет корректно рассчитать материальные потоки.
Для перехода от расчетной оценки к точному прогнозированию выхода кристаллов и характеристик кристаллизации как функции температуры, концентрации H2SO4 и времени выдержки необходимы экспериментальные данные по растворимости и кинетике кристаллизации п-ТСК·H2O в соответствующих маточных растворах. Наличие таких данных позволит заменить принятые упрощающие предпосылки более строгим описанием твердожидкого равновесия и обеспечить повышенную точность расчета.
1. Baghernejad B. Application of p-toluenesulfonic Acid (PTSA) in Organic Synthesis // Current Organic Chemistry. 2011. Vol. 15, N. 17. P. 3091–3097. DOIhttps://doi.org/10.2174/138527211798357074.
2. Pal S., Das D., Bhunia S. P-toluenesulfonic acid-promoted organic transformations towards generation of molecular complexity // Organic & Biomolecular Chemistry. 2024. Vol. 22, N. 8. P. 1527–1579. DOIhttps://doi.org/10.1039/D3OB01766D.
3. Пат. CN 101219977A. CLT acid producing method acidic discharge / Jiang R. S. № CNA2008100090021A; заявл. 25.01.2008; опубл. 16.07.2008.
4. Пат. US 4242275А. Process for the preparation of isomer-free toluene-4-sulfonic acid / Arndt O., Mees B. № US06/100,462; заявл. 05.12.1979; опубл. 30.12.1980.
5. Zhao W., Zou W., Liu T., Zhang F.-B., Zhang G.-L., Xia Q. Solubilities of p-toluenesulfonic acid monohydrate and sodium p-toluenesulfonate in aqueous sulfuric acid solutions and its application for preparing sodium p-toluenesulfonate // Industrial & Engineering Chemistry Research. 2013. Vol. 52, N. 51. P. 18466–18471. DOIhttps://doi.org/10.1021/ie403228w.
